
Dalam lanskap industri manufaktur modern dan kompetisi bisnis global yang semakin tanpa batas, kapabilitas sebuah organisasi untuk dapat bertahan, bersaing, dan mendominasi pangsa pasar sangat bergantung pada kemampuannya untuk secara konsisten menghasilkan produk berkualitas tinggi sembari menekan biaya operasional hingga ke titik paling efisien. Salah satu pendekatan paling komprehensif, terstruktur, dan teruji secara empiris untuk mencapai tujuan strategis tersebut adalah metodologi manajemen kualitas Six Sigma.
Six Sigma adalah metode sistematis dan berbasis data, yang bertujuan meminimalkan variabilitas proses (Variation) dan meminimalkan produk cacat (defect) dalam sebuah siklus produksi atau layanan. Berbeda dengan metode quality control biasa yang umumnya hanya bersifat reaktif (merespons kesalahan atau kecacatan setelah hal tersebut terjadi di lantai pabrik), metode Six Sigma beroperasi pada tingkat pencegahan proaktif. Metodologi ini membedah struktur terdalam dari sebuah operasional manufaktur, mengidentifikasi akar penyebab dari setiap penyimpangan, dan merestrukturisasinya menuju titik presisi yang secara statistik mendekati kesempurnaan.
Pemahaman mengenai terminologi ini membutuhkan tinjauan dari perspektif keilmuan statistik. Kata "Sigma" (dilambangkan dengan huruf Yunani sigma) mewakili standar deviasi, yaitu sebuah unit pengukuran matematis yang menggambarkan seberapa jauh sebuah data menyimpang dari nilai rata-rata (mean) dalam sebuah populasi atau proses produksi. Dalam konteks operasional industri, Six Sigma merepresentasikan sebuah tingkat kapabilitas proses di mana tingkat kegagalan, kesalahan, atau produk cacat dibatasi hanya pada angka 3,4 Defects Per Million Opportunities (DPMO). Artinya, jika sebuah perusahaan manufaktur memproduksi satu juta unit barang, atau memiliki satu juta peluang di mana sebuah kesalahan dapat terjadi dalam proses perakitannya, metodologi ini menuntut agar tingkat kecacatan maksimal yang diizinkan tidak melebihi 3,4 kejadian. Standar ketat ini menuntut organisasi untuk bergerak melampaui paradigma manajemen operasional tradisional dan mengadopsi instrumen analitik tingkat tinggi guna memetakan seluruh Value Stream perusahaan.
Untuk memahami bagaimana standar statistik yang sangat ketat ini divisualisasikan dalam pemantauan kualitas sehari-hari, para pakar manajemen kualitas dan insinyur industri menggunakan model distribusi probabilitas, khususnya Kurva Distribusi Normal.
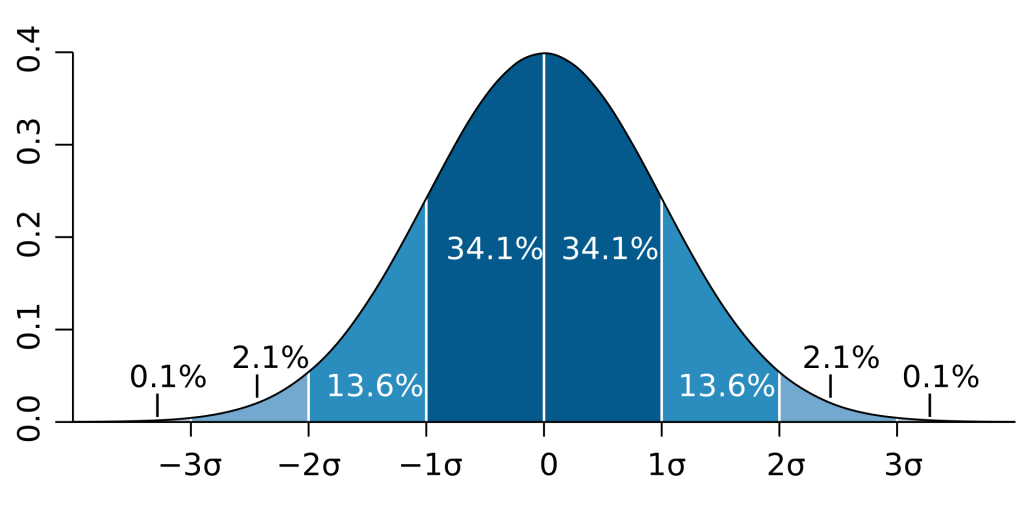
Berdasarkan pemodelan visual dari kurva tersebut, kapabilitas sebuah proses dapat diukur berdasarkan seberapa sempit penyebaran datanya. Pada proses manufaktur yang beroperasi pada tingkat 1 Sigma, proporsi produk tanpa cacat (yield) hanyalah sekitar 30,85%, yang berarti mayoritas produk yang dihasilkan akan mengalami penolakan (reject) atau membutuhkan pengerjaan ulang (rework). Seiring dengan peningkatan kapabilitas proses melalui metode pengukuran, pemantauan, dan analisis data yang rigor, penyebaran data menjadi semakin sempit (variasi mengecil) dan berpusat tepat pada nilai target yang diinginkan oleh spesifikasi pelanggan. Ketika sebuah operasi pabrik berhasil mencapai tingkat 6 Sigma, jarak antara nilai rata-rata proses operasi dan batas spesifikasi terdekat (baik batas atas maupun batas bawah) adalah enam standar deviasi. Kondisi ini memastikan tingkat kesuksesan operasional sebesar 99,99966%, sebuah tingkat reliabilitas yang sangat esensial bagi industri dengan risiko tinggi seperti otomotif, kedirgantaraan, farmasi, dan elektronik presisi.
Transformasi operasional menuju tingkat presisi absolut ini tentu saja tidak mungkin diwujudkan hanya dengan perubahan budaya kerja semata. Perusahaan membutuhkan sinergi yang kuat antara kerangka kerja metodologis yang presisi, seperti implementasi metodologi DMAIC, dan infrastruktur teknologi digital modern. Penggunaan sistem perencanaan sumber daya perusahaan, seperti Ukirama ERP yang telah diakui oleh banyak praktisi sebagai salah satu Aplikasi Manufaktur di kelasnya, menjadi prasyarat esensial untuk mengelola data operasional, mengotomatisasi pengukuran kualitas, dan memastikan bahwa setiap tahapan dalam rantai produksi dapat dilacak secara real-time. Integrasi antara analitik statistik canggih dan teknologi perangkat lunak korporat inilah yang mendefinisikan batas daya saing industri pada abad ke-21.
Laporan komprehensif ini akan membedah secara ekstensif mengenai evolusi konsep Six Sigma sejak awal mula kemunculannya, menguraikan prinsip-prinsip dasar yang menopang efektivitasnya, menyajikan analisis komparatif yang mendalam antara dua kerangka kerja utamanya (DMAIC dan DMADV), menjelaskan struktur hierarki kompetensi para praktisinya (Sistem Sabuk), dan menguraikan konvergensi strategis antara inisiatif kualitas ini dengan sistem Enterprise Resource Planning dalam lingkungan manufaktur modern di Indonesia.
Sejarah Six Sigma
Six Sigma muncul dari evolusi panjang ilmu manajemen sejak 1920-an. Pada masa itu, pionir Quality Control seperti Walter Shewhart memperkenalkan konsep kendali proses statistik (Statistical Process Control/SPC) yang menjadi fondasi awal dari pengukuran deviasi pabrikan. Namun, formulasi definitif dari metodologi statistik terstruktur yang saat ini dikenal secara global baru lahir dan matang akibat adanya tekanan kompetitif makroekonomi yang sangat besar pada industri teknologi dan manufaktur di Amerika Serikat pada dekade 1980-an.
Pada paruh pertama dekade 1980-an, dominasi industrial Amerika Serikat di sektor-sektor kunci seperti elektronik, semikonduktor, dan otomotif mendapat ancaman eksistensial dari kebangkitan perusahaan-perusahaan manufaktur Jepang. Pabrikan Jepang, yang telah berhasil mengintegrasikan metodologi kualitas pasca-Perang Dunia II secara mendalam, mampu memproduksi barang dengan kualitas ketahanan yang jauh lebih tinggi namun menawarkannya dengan biaya yang secara signifikan lebih rendah. Ironisnya, banyak dari teknik manajemen kualitas yang diadopsi Jepang tersebut awalnya diajarkan oleh para pakar statistik asal Amerika sendiri, seperti W. Edwards Deming dan Joseph Juran. Di tengah krisis daya saing yang mengancam kelangsungan hidup perusahaan ini, Motorola Corporation, sebuah raksasa teknologi dan telekomunikasi Amerika, menyadari perlunya perombakan total dan fundamental pada pendekatan manajemen kualitas mereka.
Pada tahun 1986, seorang insinyur senior dan ahli statistik di Motorola bernama Bill Smith, yang dijuliki "Bapak Six Sigma", mengidentifikasi sebuah korelasi kritis yang mengubah wajah manufaktur modern. Melalui analisis data empiris yang ekstensif, Smith menemukan bahwa produk yang membutuhkan pengerjaan ulang (rework) di lantai pabrik karena adanya cacat minor selama proses perakitan, memiliki probabilitas kegagalan yang jauh lebih tinggi ketika digunakan oleh konsumen akhir di lapangan. Sebaliknya, produk yang berhasil melewati seluruh lini produksi tanpa memerlukan koreksi apa pun pada percobaan pertama terbukti memiliki umur pakai yang jauh lebih panjang dan tingkat keandalan yang superior.
Dari temuan ini, Bill Smith menyimpulkan sebuah postulat radikal: inspeksi pasca-produksi untuk menyortir barang cacat tidaklah memadai dan justru merupakan bentuk pemborosan sumber daya. Perusahaan manufaktur harus mengukur, menganalisis, dan mengendalikan potensi cacat selama proses produksi itu sendiri berlangsung, dengan menargetkan variabilitas sekecil mungkin. Smith kemudian memformulasikan sebuah metrik statistik yang sangat ambisius, yakni membatasi cacat hanya 3,4 Defects Per Million Opportunities (DPMO). Smith mempresentasikan konsep matematis dan operasional ini kepada CEO Motorola saat itu, Bob Galvin. Menyadari potensi transformasional dari gagasan ini, Galvin memberikan dukungan eksekutif yang tak tergoyahkan dan menginstruksikan implementasi metodologi ini secara menyeluruh di seluruh fasilitas Motorola.
Keputusan strategis tersebut membuahkan hasil yang fenomenal. Pada tahun 1988, implementasi metodologi ini yang dikelola melalui pelatihan ekstensif oleh "Motorola University" mengantarkan korporasi tersebut menjadi salah satu penerima pertama penghargaan prestisius Malcolm Baldrige National Quality Award di Amerika Serikat. Pengakuan tingkat nasional ini memvalidasi Six Sigma bukan sekadar sebagai teori statistik, melainkan sebagai instrumen penciptaan keunggulan kompetitif (competitive advantage) yang nyata.
Akan tetapi, momentum yang benar-benar mengubah metodologi ini dari sekadar praktik internal Motorola menjadi fenomena korporat global terjadi pada pertengahan dekade 1990-an. Jack Welch, CEO legendaris dari General Electric (GE), mengadopsi metodologi ini secara masif dan agresif pada tahun 1995. Welch tidak hanya menerapkan metode ini di lantai pabrik manufaktur mesin jet dan peralatan medis GE, tetapi menjadikannya sebagai filosofi inti dan DNA operasional dalam seluruh spektrum bisnis konglomerasi tersebut, termasuk pada divisi layanan finansial dan administrasi. Keputusan GE untuk mengaitkan keberhasilan inisiatif perbaikan kualitas ini secara langsung dengan promosi jabatan dan kompensasi para eksekutifnya menciptakan perubahan budaya perusahaan yang belum pernah terjadi sebelumnya. Ketika GE secara terbuka mengumumkan penghematan miliaran dolar yang tercatat secara resmi di laporan keuangan tahunannya berkat implementasi strategi ini, dunia bisnis global terguncang. Menjelang akhir dekade 1990-an, rekam jejak menunjukkan bahwa sekitar dua pertiga dari seluruh perusahaan yang masuk dalam daftar prestisius Fortune 500 telah meluncurkan inisiatif serupa untuk memangkas inefisiensi dan meningkatkan kepuasan pelanggan.
Memasuki abad ke-21, evolusi ilmu manajemen operasional tidak berhenti. Para periset dan praktisi manufaktur mulai menyadari adanya potensi besar untuk menyinergikan ketangguhan analitik Six Sigma dengan konsep Lean Manufacturing, yang memiliki akar sejarah dari Toyota Production System (TPS) yang populer sejak tahun 1960-an. Sementara inisiatif kualitas dari Motorola dan GE sangat dominan dan tangguh dalam menekan variabilitas proses dan meminimalisasi kecacatan produk (defect), metodologi Lean berfokus secara eksklusif pada penghilangan segala bentuk aktivitas yang tidak memberikan nilai tambah (waste) dan pada percepatan aliran produksi (cycle time). Kedua filosofi ini ditemukan bersifat komplementer; proses yang tidak bervariasi belum tentu cepat, dan proses yang cepat belum tentu bebas cacat. Fusi dari kedua pendekatan komprehensif ini melahirkan metodologi gabungan yang dikenal sebagai Lean Six Sigma, sebuah kerangka kerja manajemen terpadu yang kini menjadi standar emas (gold standard) di industri modern dalam memastikan bahwa seluruh operasi bisnis berlangsung secara akurat, konsisten, sangat bisa beradaptasi terhadap perubahan permintaan pasar, dan efisien secara finansial.
5 Prinsip Dasar Six Sigma
Efektivitas dari arsitektur manajemen kualitas analitik ini tidak semata-mata bertumpu pada formula statistik dan grafik kendali, melainkan sangat bergantung pada serangkaian postulat, paradigma, atau prinsip dasar yang memandu perilaku strategis dari seluruh entitas dalam organisasi. Agar implementasi statistik dapat diterjemahkan menjadi perbaikan kinerja nyata yang berkesinambungan, perusahaan manufaktur harus menginstitusionalkan kelima prinsip dasar berikut ke dalam inti budaya operasionalnya:
- Fokus Total pada Pelanggan (Customer-Centricity)
Definisi "kualitas" tidak lagi ditentukan secara internal oleh seberapa canggih mesin pabrik atau asumsi dari dewan direksi, melainkan secara eksklusif didikte oleh ekspektasi pasar dan spesifikasi pengguna akhir. Prinsip fundamental pertama ini mewajibkan organisasi untuk secara proaktif, sistematis, dan terus-menerus menangkap sinyal dari pasar, yang secara teknis disebut sebagai Voice of the Customer (VOC). Implementasi prinsip ini melibatkan metode pengumpulan data ekstensif terkait keluhan, preferensi fungsional produk, dan ekspektasi harga dari pelanggan. Hasil dari agregasi VOC yang bersifat kualitatif ini tidak dibiarkan mengambang; informasi tersebut harus ditranslasikan secara presisi menggunakan matriks penyebaran fungsi kualitas (Quality Function Deployment/QFD) menjadi parameter teknis desain yang terukur secara numerik, yang dikenal sebagai spesifikasi Critical-to-Quality (CTQ). Setiap operasional pabrik, penyesuaian mesin, atau proyek optimalisasi aliran proses harus bermuara pada satu tujuan absolut: pemenuhan atau pelampauan spesifikasi CTQ tersebut demi mengamankan loyalitas pelanggan dan membangun pangsa pasar yang solid. - Mengukur Value Stream dan Mengidentifikasi Masalah Berbasis Fakta
Budaya pengambilan keputusan yang bertumpu pada intuisi kepemimpinan, asumsi historis operasional yang usang, atau dugaan tanpa dasar dieliminasi secara total dalam paradigma ini. Organisasi dituntut untuk melakukan pemetaan yang sangat komprehensif terhadap seluruh rantai aktivitas (Value Stream Mapping) untuk memvisualisasikan bagaimana setiap entitas, mulai dari pergerakan pasokan material mentah, proses perakitan, hingga jalur distribusi logistik, berkontribusi terhadap produk akhir. Setelah visibilitas dari aliran proses operasional ini tercapai, organisasi menerapkan mekanisme pengukuran analitis. Melalui pengumpulan data yang cermat, perusahaan menetapkan titik dasar kinerja saat ini (baseline capability). Integritas instrumen ukur divalidasi dengan ketat, sehingga fluktuasi data yang tampak benar-benar mencerminkan perilaku mesin dan tenaga kerja, bukan sekadar anomali dari sistem sensor. Dengan metrik empiris inilah organisasi dapat mengisolasi titik-titik lemah dalam sistem secara definitif, menemukan variabilitas yang tersembunyi, dan membedakan antara masalah yang bersifat krusial dengan yang bersifat periferal. - Mengeliminasi Defect dan Pemborosan (Waste)
Prinsip ketiga menginstruksikan pelaksanaan tindakan korektif dan pembedahan sistem yang agresif terhadap setiap elemen yang mendisrupsi aliran nilai. Organisasi didorong untuk mengidentifikasi dan memusnahkan segala aktivitas yang tidak memberikan nilai tambah di mata konsumen (non-value-adding activities). Mengadopsi fondasi teknik dari ranah Lean, fokus dialihkan pada pemusnahan sumber akar penyebab defect. Implementasi di lapangan kerap melibatkan pembongkaran prosedur birokrasi yang redundan, penataan ulang tata letak (layout) mesin untuk mengurangi jarak transportasi material, pembersihan stasiun kerja melalui metode audit 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke), dan instalasi sistem anti-salah (mistake-proofing atau Poka-Yoke). Objektif dari prinsip ini sangat nyata: merancang struktur lantai produksi yang stabil, operasinya dapat diprediksi secara konsisten, memiliki utilisasi sumber daya yang prima, dan secara inheren kebal terhadap penciptaan cacat baru. - Melibatkan Tim yang Berdaya (Empowered Teams)
Sebuah transformasi operasional skala besar tidak dapat dicapai jika hanya menjadi beban tanggung jawab departemen Quality Assurance (QA) secara terisolasi. Upaya peningkatan mutu membutuhkan mobilisasi sumber daya manusia yang terstruktur lintas fungsi departemen (cross-functional). Oleh karena inisiatif kualitas ini bergantung pada penguasaan metode statistik deskriptif dan inferensial, serta penerapan perangkat problem-solving algoritmik, perusahaan wajib menyediakan infrastruktur pendidikan dan pelatihan yang masif bagi para karyawannya. Prinsip pelibatan tim ini kemudian dikodifikasikan ke dalam struktur kepemimpinan hierarkis berbasis Sabuk (Belt System). Setiap anggota dalam rantai komando ini—mulai dari staf operator hingga pimpinan manajemen—diberdayakan dengan delegasi otoritas dan kapabilitas analitik yang sesuai dengan tingkatan kompetensinya, memastikan setiap lapisan organisasi bergerak searah menuju target operasional. - Membangun Budaya yang Fleksibel dan Responsif
Dalam ekosistem perdagangan global yang bercirikan volatilitas tingkat tinggi, kemajuan kecerdasan buatan, disrupsi rantai pasok material, dan perubahan preferensi yang dinamis, bersikap statis pada suatu tingkat efisiensi tertentu adalah resep menuju keusangan. Prinsip esensial yang kelima ini mensyaratkan perusahaan untuk terus menantang asumsi keberhasilan yang ada dan menginstitusionalkan kultur perbaikan berkelanjutan (continuous improvement). Ketika sistem pemantauan data mendeteksi adanya fluktuasi pada efisiensi termal mesin, pergeseran dalam kualitas batch bahan baku pemasok, atau perubahan regulasi desain industri, arsitektur manajemen harus memiliki keluwesan (agility) untuk mengeksekusi redesain sistem tanpa terhambat hambatan birokrasi korporat. Fleksibilitas ini memastikan organisasi tidak hanya sanggup memperbaiki masa lalu, melainkan terus adaptif dalam menyongsong tantangan kapabilitas produksi di masa depan.
Metodologi Six Sigma: DMAIC vs DMADV
Untuk mentranslasikan kelima prinsip filosofis tersebut ke dalam rangkaian tindakan operasional yang dapat dieksekusi, diukur, dan direplikasi, inisiatif manajemen tingkat tinggi ini beroperasi di atas kerangka algoritma pemecahan masalah (problem-solving) yang sistematis. Dalam arsitektur disiplin manajemen mutu makro yang sering dirujuk sebagai inisiatif proyek berbasis data, para pakar manufaktur membedakan pendekatan mereka melalui dua jalur lintas fungsional yang paling terkemuka: metodologi DMAIC dan metodologi DMADV. DMADV sendiri sering menjadi inti dari kerangka pengembangan inovatif yang lebih luas, yaitu Design for Six Sigma (DFSS).
Meskipun dalam pandangan sekilas kedua akronim ini tampak serupa dan memiliki titik pijak analitis berbasis Voice of the Customer serta memanfaatkan teknik pengumpulan data terstruktur, secara intrinsik keduanya melayani skenario objektif dan fase penyelesaian yang berbeda secara diametral. Pemilihan instrumen siklus yang tepat di antara metodologi DMAIC atau DMADV menjadi kunci keberhasilan investasi waktu dan modal perusahaan.
Metodologi DMAIC: Optimalisasi Proses yang Telah Ada
Metodologi DMAIC secara historis dan praktis merupakan kerangka pemecahan masalah statistik inkremental yang paling diakui, diajarkan, dan dieksekusi secara luas dalam program peningkatan efisiensi korporat global. Struktur kerangka kerja metodologi DMAIC dikonseptualisasikan secara khusus untuk menganalisis dan membongkar sistem, layanan, atau lini produk manufaktur yang saat ini sudah beroperasi di dalam pabrik, namun secara kronis menghasilkan kinerja suboptimal, tingkat produk cacat yang fluktuatif, menimbulkan kerugian finansial akibat pemborosan, atau tidak lagi memenuhi kriteria CTQ dari spesifikasi pasar kontemporer. Pendekatan metodologi DMAIC sangat analitis, reaktif (terhadap masalah yang terdeteksi), dan bertahap.
Visual Strategy: Siklus Metodologi DMAIC
Deskripsi: Infografis melingkar (siklus) yang berisi 5 tahap: Define, Measure, Analyze, Improve, Control, dengan warna yang berbeda untuk setiap tahapannya.
Alt Text: Lima tahapan metodologi DMAIC dalam penerapan proses Six Sigma.
Pendekatan operasional dari metodologi DMAIC dibagi secara sistematis menjadi lima tahapan yang saling mengunci:
- Define (Definisikan): Ini adalah tahapan konseptualisasi dan penetapan arah di mana batas-batas proyek (scope) digariskan secara definitif. Pada fase pembukaan ini, tim ahli tidak langsung merumuskan solusi, melainkan menginvestasikan waktu untuk menyusun Problem Statement yang mendeskripsikan kerugian yang dialami perusahaan—baik dalam kerugian finansial, waktu, maupun reputasi—secara kuantitatif. Tim juga menetapkan Goal Statement sebagai garis finis proyek, serta melakukan pemetaan proses tingkat tinggi untuk memotret aliran aktivitas awal (misalnya menggunakan matriks Diagram SIPOC: Supplier, Input, Process, Output, Customer). Hal yang paling sentral dalam tahap ini adalah penerjemahan VOC menjadi kriteria Critical-to-Quality (CTQ) yang terukur secara definitif.
- Measure (Ukur): Tidak ada justifikasi perbaikan yang valid tanpa adanya pengukuran titik acuan awal (baseline). Pada fase analitik kuantitatif ini, data operasional historis diekstraksi dari lantai produksi. Tim harus memastikan sistem pengukuran itu sendiri valid melalui uji kapabilitas sensor (Measurement System Analysis/MSA). Mereka kemudian menghitung distribusi defects per million opportunities (DPMO) untuk menetapkan level Sigma proses saat ini. Sebagai instrumen pemantauan, pembuatan peta kendali seperti P-chart sering dikerjakan untuk melacak proporsi cacat harian. Dalam kalkulasi teknis pemantauan stabilitas probabilitas kecacatan, analisis parameter diformulasikan untuk menentukan batas toleransi. Upper Control Limit (UCL) dan Lower Control Limit (LCL) didefinisikan secara matematis menggunakan nilai probabilitas cacat historis (P) dan ukuran sampel inspeksi observasi.
- Analyze (Analisis): Setelah data lapangan terekstraksi, fase investigasi paling intensif dilakukan untuk mencari "Akar Penyebab Masalah" (Root Cause). Tim tidak sekadar menduga, melainkan menggunakan perangkat kausalitas canggih seperti Diagram Ishikawa (Fishbone Diagram) dan teknik evaluasi risiko Failure Mode and Effects Analysis (FMEA). Pengujian hipotesis statistik (Hypothesis Testing) dan analisis varians (ANOVA) dikerahkan untuk membuktikan secara empiris apakah sebuah variabel independen (X, misalnya fluktuasi suhu mesin atau durasi pencampuran bahan) secara signifikan memicu penyimpangan fatal pada variabel hasil (Y, misalnya ketebalan material produk). Pendekatan deduktif ini menjamin bahwa setiap modal perbaikan difokuskan untuk mengobati "penyakit" utama dari sistem, bukan sekadar meredakan "gejala" superfisial.
- Improve (Tingkatkan): Fase ini adalah arena eksekusi di mana akar penyebab yang telah divalidasi secara matematis mulai dieliminasi. Tim mendesain serangkaian solusi potensial dan mengujinya, kerap memanfaatkan simulasi parametrik eksperimen yang disebut Design of Experiments (DOE) guna menemukan kombinasi pengaturan (X) yang paling optimum untuk menghasilkan performa (Y) yang sempurna. Implementasi teknis kemudian dilakukan pada arus informasi operasional maupun pada lini rakitan fisik. Intervensi ini dirancang untuk mendongkrak tingkat kemampuan proses dari status quo yang buruk menuju standar kapabilitas operasional yang dirumuskan pada fase kelayakan target Define.
- Control (Kendalikan): Pencapaian rasio efisiensi yang cemerlang namun hanya bertahan dalam jangka waktu seminggu tidak memberikan nilai strategis bagi pemegang saham. Oleh sebab itu, fase metodologi DMAIC yang kelima ini mengunci capaian efisiensi untuk menjamin keberlanjutan (sustainability). Pada tahap ini, tim merumuskan sebuah Control Plan yang holistik, mendelegasikan grafik pemantauan otomatis (Control Charts) pada stasiun kerja, meresmikan Standar Operasional Prosedur (SOP) revisi yang baru, dan melakukan penyerahan otoritas pengelolaan operasional kembali kepada penanggung jawab utama (Process Owner) di lapangan. Melalui pemantauan ini, setiap indikasi deviasi minor dari kondisi ideal akan memicu respons korektif dini sebelum kecacatan terakumulasi.
Metodologi DMADV: Merancang Kesempurnaan Desain Proses Baru
Dalam realitas bisnis tertentu, upaya penambalan solusi berbasis DMAIC akan berhadapan dengan situasi di mana prosedur arsitektur dasar dari operasi tersebut pada hakikatnya sudah mengalami kerusakan fatal secara inheren, atau secara harfiah ketika pihak perusahaan merencanakan peluncuran produk atau layanan inovasi yang sepenuhnya baru dan sama sekali belum memiliki prosedur historis. Berupaya meningkatkan efisiensi dari sistem yang usang secara mendasar adalah tindakan futilitas operasional. Dalam skenario kebutuhan perancangan proses tanpa preseden inilah, metodologi DMADV (elemen fundamental dari Design for Six Sigma / DFSS) diorkestrasikan. Metodologi DMADV merupakan kerangka inovasi preventif (proactive design), yang bertujuan agar kapabilitas mutu level tertinggi telah ditanamkan ke dalam DNA produk, bahkan sebelum prototipe fisik selesai dibangun.
Lima pilar struktural dalam tahapan inovasi DMADV meliputi:
- Define (Definisikan): Meskipun menyandang terminologi fase yang serupa dengan metodologi DMAIC, orientasi objektifnya dikalibrasi berbeda. Tim eksekutif menetapkan visi desain dan sasaran strategis dari produk/layanan inovatif baru yang harus sejalan tajam dengan strategi makro peluncuran komersial perusahaan serta merepresentasikan interpretasi komprehensif atas Voice of the Customer masa depan.
- Measure (Ukur): Alih-alih mengukur proses mesin yang sedang berjalan (karena mesin tersebut belum dirancang), fase kuantitatif ini difokuskan pada penguraian parameter arsitektur spesifik mengenai karakteristik teknis apa saja yang mutlak direalisasikan agar produk baru tersebut melampaui tolok ukur Critical-to-Quality (CTQ) dan menang di pasar persaingan. Matriks risiko fungsional juga ditakar pada tahapan pendefinisian kapabilitas awal ini.
- Analyze (Analisis): Fase eksplorasi kecerdasan engineering di mana beragam rancangan prototipe alternatif dan kombinasi desain operasional dieksplorasi secara mendalam. Alih-alih mencari masalah usang, analisis prediktif tingkat tinggi difokuskan pada pengujian kapabilitas teoritis dari setiap desain cetak biru. Melalui simulasi matematis material atau analisis rekayasa komputasi, kombinasi desain fungsional terbaik yang memproyeksikan stabilitas performa maksimal dan deviasi variansi terendah akan dikembangkan sebagai kerangka model definitif.
- Design (Desain): Tahapan puncak dari penciptaan struktural di mana rancangan arsitektur terperinci pada level komponen (micro-level) diformulasikan dengan presisi penuh. Menggunakan instrumen validasi rancangan mendalam, ahli teknik memastikan setiap korelasi variabel dalam sistem yang baru dirakit sanggup menahan tekanan lingkungan produksi masal tanpa menghasilkan deviasi kecacatan. Simulasi dalam fase desain ini harus secara komputasional mengonfirmasi bahwa rentang standar kapabilitas telah memenuhi angka batas 3,4 DPMO.
- Verify (Verifikasi): Tahap konfirmasi validitas rasional desain akhir, yakni ketika desain matematis diterjemahkan menjadi produk percobaan pilot aktual. Performa purwarupa operasional di lapangan diverifikasi dan dibandingkan secara ketat dengan janji kapabilitas desain yang diproyeksikan pada tahapan sebelumnya. Apabila uji validasi percontohan melampaui standar kelayakan mutu dan keamanan, prosedur tata laksana baru (SOP rilis) disahkan untuk memasuki babak ekspansi operasional masal (full-scale deployment) dan kepemilikan operasional diserahkan sepenuhnya ke entitas lini produksi sehari-hari.
Dalam beberapa literatur praktik desain korporat tingkat lanjut, kerangka konseptual metode DFSS melalui DMADV diperluas lagi dimensinya dengan mengintegrasikan fase optimisasi pasca rilis, dan diistilahkan menjadi DMADVO. Huruf tambahan 'O' atau Optimize, mencerminkan kesadaran institusi bahwa pengaturan minor yang terus-menerus (fine-tuning) performa aktual tetap menjadi kewajiban setelah peluncuran komersial selesai dilaksanakan.
Tabel Komparasi Presisi: Metodologi DMAIC vs DMADV
Untuk memberikan perspektif analitik perbandingan yang lebih tajam mengenai determinasi alokasi fungsional dari kapan dan bagaimana masing-masing siklus pemecahan masalah (problem-solving) ini diterapkan dalam strategi ekosistem manufaktur terintegrasi, tabel komprehensif berikut menyajikan perbedaan esensial dari keduanya:
Parameter TinjauanKarakteristik Metodologi DMAICKarakteristik Metodologi DMADVDefinisi Fase (Akronim)Define, Measure, Analyze, Improve, Control.Define, Measure, Analyze, Design, Verify.Kondisi Kelayakan Operasional (Use Case)Diimplementasikan secara eksklusif untuk mengevaluasi produk, layanan, atau proses manufaktur historis yang sudah ada, namun mencatat deviasi kualitas di atas toleransi, dan menunjukkan efisiensi finansial yang tertekan.Diimplementasikan secara mutlak manakala perusahaan berniat melakukan penetrasi pasar dengan produk/layanan baru, atau pada saat proses saat ini telah dinilai rusak secara arsitektural hingga batas perbaikan tidak lagi visibel.Sifat Filosofis PerbaikanMetodologi reaktif berbasis koreksi yang mengejar pengoptimalan sistem inkremental secara persisten (incremental improvement).Metodologi preventif berbasis rancang bangun fundamental, mencegah kelahiran potensi defek (defect prevention) sejak fase embrionik.Orientasi Pengumpulan MetrikTerpusat pada ekstraksi data historis dari kapabilitas saat ini (current state process) dan melakukan proyeksi analitis pencapaian sebelum-dan-sesudah intervensi.Terpusat pada kuantifikasi pemenuhan arsitektur spesifikasi fungsional dari kebutuhan desain masa depan, karena data masa lalu sistem absen.Skenario Penyelesaian AnalitikMelacak kausalitas variabel hingga membuahkan isolasi Root Cause yang definitif untuk meredam permasalahan langsung pada titik disrupsi.Menyusun dan mengevaluasi beragam rancangan teknik struktural (Design of Alternatives) untuk mengonstruksikan proses arsitektur paling relevan.Fokus Tujuan pada Fase FinalMenitikberatkan formasi Control berkelanjutan dengan pelacakan real-time dan tata kelola regulasi operasional harian yang diperbarui demi mempertahankan capaian hasil performa.Menitikberatkan fase Verify untuk memvalidasi bahwa seluruh komponen sistem rekayasa purwarupa mampu mengemban ekspektasi kapasitas desain saat memasuki volume ekspansi masal.
Walaupun paradigma konseptual DMAIC serta DMADV melayani fungsionalitas temporal solusi yang bertentangan (memperbaiki instrumen usang vs menciptakan orkestrasi rancangan desain baru), titik ekuilibrium dari persamaannya terletak secara fundamental pada keyakinan institusi terhadap presisi numerik rasional, pelacakan ketat akan harapan Voice of the Customer, serta diatur mutlak oleh profesional yang diotorisasi dalam hierarki sistem sabuk manajemen tingkat ahli.
Mengenal Tingkatan Sertifikasi Sabuk (Belt System) Six Sigma
Sebuah arsitektur kualitas sekompleks apa pun dan seunggul apa pun metode algoritma parametrik yang digunakannya, pada hakikatnya tetap bersifat pasif di atas kertas simulasi tanpa ada kekuatan manajerial yang menerjemahkannya. Implementasi metodologi seperti siklus metodologi DMAIC tidak akan menjelma menjadi budaya organik tanpa dukungan struktur tenaga ahli yang dibina secara konsisten. Guna mempertahankan standar kapabilitas individu yang rigor dalam mendistribusikan kewenangan, melaksanakan riset lapangan, serta merawat sustainabilitas tata kelola efisiensi, akreditasi disiplin ilmu divalidasi dan diadaptasi meminjam simbolisasi perkembangan kompetensi filsafat hierarki seni bela diri, yang secara universal diistilahkan sebagai sistem sabuk (Belt System) kualitas perusahaan.
Struktur stratifikasi sabuk fungsional ini merepresentasikan kedalaman literasi matematis statistik, beban yurisdiksi kepemimpinan manajerial vertikal, hingga peran teknis individu sebagai ujung tombak penggerak kultur perubahan berkelanjutan (change agents). Struktur fungsional ini sangat sistematis dan dipisahkan menjadi beberapa tingkatan:
- Sertifikasi White Belt (Sabuk Putih)Pada eselon akar rumput korporasi, tingkat Sabuk Putih (White Belt) melambangkan gerbang inisiasi (entry-level) fundamental terhadap dialektika pengelolaan variasi. Tenaga profesional bersertifikat tingkat dasar ini belum dituntut memiliki kemampuan merumuskan manipulasi desain eksperimen analitis yang kompleks. Pembekalan edukasional berpusat pada penanaman filosofi pengenalan budaya efisiensi terminologi dasar, konsep pemilahan aktivitas nir-nilai, serta peranan relevansi kapabilitas 3,4 DPMO bagi daya kompetitif korporat. Peranan praktisnya, White Belt diikutsertakan sebagai tulang punggung informasi (data collector pendukung lokal) bagi tim problem-solving, menciptakan sensitivitas pelaporan cacat proses yang segera diangkat untuk ditangani lini perbaikan di departemen terkait. Pelatihan tingkat ini merupakan investasi budaya mutlak guna menekan pergesekan adopsi metodologi.
- Sertifikasi Yellow Belt (Sabuk Kuning)Individu yang tervalidasi mengantongi kualifikasi Sabuk Kuning diposisikan sebagai kontributor teknis (team member) yang memiliki wawasan pemahaman praktikal utuh mengenai alur kerangka siklus pengerjaan metodologi pemecahan masalah standar. Dalam konfigurasi penugasan pengerjaan struktur project charter perusahaan, talenta fungsional Sabuk Kuning adalah komponen kunci dari Value Stream Mapping, secara langsung memverifikasi penarikan perekaman observasi sampel pada fase ukuran (Measure) di lini perakitan, dan dilibatkan aktif dalam memberikan perspektif operasional dalam fase pengikatan pemahaman kapabilitas akar penyebab operasional harian. Kapasitas mereka selalu dipandu teknis oleh tingkat komando instruktur proyek level lebih tinggi. Kredensial Sabuk Kuning sering memperlancar jenjang karir manajer fungsional pada korporat logistik dan analis analitik lantai operasi.
- Sertifikasi Green Belt (Sabuk Hijau)Mencapai tingkatan Sabuk Hijau merepresentasikan elevasi transformasi fungsi keahlian menuju status profesional pengendali proyek analitik tingkat menengah yang mumpuni. Praktisi Sabuk Hijau menempati kedudukan vital operasional di garda eksekusi lapangan. Secara struktural alokasi man-hours, mereka tidak sepenuhnya berpisah dari posisi pekerjaan institusional sehari-hari mereka (seperti insinyur produksi, perencana logistik, atau staf jaminan kualitas analitik), akan tetapi diwajibkan secara mandiri mengalokasikan sekitar sebagian waktu tugasnya untuk menjadi pemimpin pengawasan proyek perbaikan berdimensi menengah yang memusatkan fokus resolusi efisiensi tingkat departemental tunggal. Dalam proyek berskala konglomerasi radikal yang dikomandoi langsung oleh pemimpin sabuk senior, individu bersabuk hijau mengampu ujung tombak ekstraksi algoritma sampel masif, mengeksekusi uji parametrik hipotesis operasional menggunakan komputasi sistem perangkat lunak pelaporan (seperti Minitab atau integrasi QMS internal), dan menjembatani strategi teknis dari pakar Sabuk Hitam untuk diinternalisasi secara utuh oleh para anggota komite level di bawahnya.
- Sertifikasi Black Belt (Sabuk Hitam)Entitas level Sabuk Hitam bukan sekadar spesialis kalkulasi statistik presisi numerik, namun juga pakar fasilitator strategi transdisiplin tangguh (true experts) dan motor akselerator inisiatif kultural eksklusif korporat (change agents). Struktur profesi tingkat tinggi ini dialokasikan dedikasinya sepenuh waktu (full-time role) hanya untuk melacak inefisiensi arsitektur perusahaan bernilai deviasi masif, memimpin integrasi kolaborasi eksekusi tim kerja lintas sektoral (cross-functional teams), serta mensupervisi metodologi penanganan proyek dari pakar fungsional di tataran Hijau. Kepiawaiannya meliputi konstruksi skenario analitik ANOVA multivarian kompleks, mendesain simulasi komputasi fraksional (Design of Experiments), hingga mempersembahkan pelaporan justifikasi perhitungan penghematan pemulihan laba empiris langsung kepada meja pemegang saham dewan perusahaan (Return on Investment evaluation).
- Sertifikasi Master Black Belt (Sabuk Hitam Utama)Di eselon vertikal puncak keilmuan metodologi efisiensi analitik operasional, entitas Master Black Belt memegang posisi mandat paripurna dalam arsitektur manajemen institusi. Kepakaran fungsi sentral dari eksekutif ini melepaskan diri dari intervensi taktis resolusi permasalahan teknis lapangan pada tahapan individual, melainkan memusatkan manuver eksklusifnya pada konstruksi kurikulum pembekalan perusahaan, pendefinisian cetak biru indikator kunci performa makro korporasi, serta menselaraskan seluruh lintasan inisiatif efisiensi kualitas ke arah koridor bisnis komersial. Sang Master Black Belt dinilai krusial sebagai penjaga ortodoksi disiplin pelatih tertinggi instruktur sertifikasi tingkat lanjut (trainer), pendamping penajaman kompetensi metodologis Sabuk Hitam (coach), dan penasihat dewan direksi tertinggi fungsional.
Selain tatanan formal metodologis tersebut, kerangka korporasi menempatkan hierarki fungsi penentu kelangsungan dana finansial, yakni Eksekutif Puncak atau para Champions tingkat direksional organisasi. Mereka memiliki kekuatan wewenang menembus isolasi departemental, mencairkan pasokan pendanaan instrumen diagnostik esensial, dan menghancurkan benteng keengganan reformasi kultural yang krusial untuk memastikan sistem metodologi DMAIC serta sistem perancangan baru terintegrasi mulus.
Dukung Inisiatif Six Sigma Perusahaan dengan Sistem ERP Terintegrasi
Pada saat perusahaan manufaktur telah menyiapkan pasukan analitik profesional lintas sabuk dan menancapkan visi arsitektur strategis tingkat operasionalnya, sering kali sebuah hambatan realitas yang sangat fundamental namun fatal akan terjadi: defisiensi pasokan pengumpulan basis data informasi operasional historis pabrik. Melaksanakan siklus investigasi tingkat mendalam dari metodologi DMAIC di fasilitas manufaktur konvensional kerap kali ditelan masa vakum panjang, hanya karena kondisi ketersediaan data mengalami isolasi fungsi sistem (data silos). Parameter operasional dari komponen waktu perawatan suku cadang terpisah server komputasinya dengan laporan penyelesaian inspeksi jaminan mutu; sementara data pergerakan logistik dipelihara di lembar spreadsheet artifisial secara independen oleh pihak gudang. Situasi ini merampas kemurnian fungsional ahli analitik kualitas yang terpaksa membuang bulan-bulan waktu berharga di fase Measure semata-mata untuk melakukan pembersihan, validasi manual dan penyesuaian kualifikasi rekaman human error, mengubah rancangan kelincahan inisiatif manajemen kualitas menjadi kaku dan birokratis lamban.
Di era manufaktur terkomputasi, integrasi holistik dari metode statistik pengamanan performa dengan sistem pemusatan digital yang dirancang dalam format perangkat Enterprise Resource Planning (ERP) bukan lagi dipandang sekadar pelengkap modernisasi komersial korporasi, melainkan keharusan untuk membangun basis jaminan keabsahan satu sumber fakta mutlak (single source of truth) yang berkelanjutan secara strategis. Perangkat eksekusi sistem aplikasi sentral memusatkan transparansi pelacakan Value Stream, memotong fragmentasi arus komunikasi rantai suplai, mempercepat fase siklus investigasi efisiensi secara real-time, dan mengontrol komplikasi variasi kelembagaan menuju otomatisasi utuh berkelanjutan.
- Penyediaan Modul Quality Management System (QMS) Komprehensif:Dalam fase krusial operasional pengukuran metrik pemusatan (Measure) dan pembentukan kendali akhir (Control), fungsionalitas sentral platform memastikan bahwa pengawasan titik kualitas langsung disematkan terintegrasi kepada lini transaksi operasional produksi harian secara organik. Tidak perlu ada kalkulasi batas fluktuasi statistik (UCL/LCL) artifisial eksternal karena fitur pemeriksa otomatisasi dapat memverifikasi presisi standar kualifikasi fungsional Critical-to-Quality (CTQ) dan menghalau variansi material keluar proses jika melampaui metrik deviasi yang ditetapkan eksekutif mutu pada titik penentu di sepanjang jalur suplai.
- Routing Transaksional Produk Cacat Terotomatisasi (Rework/Reject Management):Berangkat dari paradigma preventif eliminasi beban waste, saat sebuah spesifikasi purwarupa di lapangan dideteksi gagal (defect) oleh modul mutu, algoritma arsitektur secara instan mengubah status pelacakan sistem rute perpindahan menuju perbaikan paksa (rework) atau pelucutan afkir (reject) seketika. Ketangkasan routing terkomputasi ini memberikan agregasi informasi real-time riwayat volume barang sub-standar untuk dimonitor pakar Sabuk Hitam pada fase perumusan evaluasi analisis (Analyze). Laporan ini memungkinkan penciptaan grafis persentase analitik histogram (misal: porsi kecacatan pareto) dalam hitungan fungsional yang valid tanpa keharusan verifikasi hitung manusia.
- Meningkatkan Efisiensi Rantai Produksi via Precision Planning (MPS & MRP)
Strategi inti arsitektur perpaduan optimalisasi (khususnya turunan kerangka efisiensi fungsional Lean) bertujuan mengeliminasi produksi yang boros tumpukan modal (overproduction) dan waktu antrean mati (waiting time delays) yang menurunkan utilisasi aliran siklus produk. Kapabilitas instrumen perencanaan produksi utama (Master Production Schedule / MPS) serta modul eskalasi perencanaan kebutuhan persediaan materi logistik (Material Requirement Planning / MRP) menyelaraskan secara ketat akurasi input penyebaran bahan material berbasis kriteria ketepatan komputasi aliran beban proses akhir. Presisi kalkulasi ini membendung kekacauan ketidakpastian volume persediaan pasokan, mereduksi kerugian nilai modal mati, serta langsung berdampak signifikan menekan deviasi di luar prediksi, demi mendorong elevasi kapabilitas Sigma yang dituju perusahaan. - Fasilitasi Manajemen Kepatuhan Finansial Terintegrasi
Operasi kapabilitas tak langsung yang secara kultural senantiasa menguras durasi pengerjaan repetitif tak-bernilai dari sumber daya operasional manusia adalah sistem kepatuhan dokumentasi perpajakan yang kaku di Indonesia. Platform perangkat lunak dengan pendekatan pelokalan mendalam memperkaya efisiensi dukungan tata usaha pengikatan pajak pemerintah (e-Faktur) pada alur akuntansinya secara sentral. Mengalihkan konsentrasi alokasi waktu divisi administrasi yang pasif ini memungkinkan pergerakan kultural keikutsertaan organisasi menuju orientasi kapabilitas analitik fungsional adaptif secara proaktif.
Keberadaan dan dorongan mendesak penerapan infrastruktur sentral korporat (ERP) tersebut dalam menyempurnakan implementasi perbaikan fase pengendalian mutu operasional amat beralasan kuat jika disejajarkan dengan evaluasi lanskap fungsional manufaktur pabrikan lokal Indonesia saat ini. Membedah data statistik akademis dan hasil komparasi penelitian historis evaluasi puluhan rancang inisiatif metodologi efisiensi DMAIC oleh pabrikan nasional, kapabilitas ekuilibrium ambang industri berada pada level moderat sebesar 3,68 hingga 3,7 Sigma—merepresentasikan skala metrik indek parameter kapabilitas proses fungsional (Cpk) pada angka 1,23. Rentang kapabilitas indeks performa ini masih menyiratkan status defisit minor jika dinilai berdasarkan kaidah referensi standar kepatuhan proses level manufaktur mapan global (yang menargetkan kestabilan titik rasio di atas rasio Cpk minimal 1,33).
Identifikasi hambatan akar dari rentan rasionya perputaran efisiensi nasional berporos atas masalah variabilitas kelayakan material lini masuk mentah serta fluktuasi ketahanan sumber daya kompetensi training operator manusia. Mengubah instrumen parameter dari kebiasaan perakitan tradisional menuju pelacakan pelaporan real-time berbasis data perangkat terintegrasi seperti solusi ERP pada akhirnya dikonfirmasi melalui rekam penyelesaian eksekusi, menjamin persentase cacat yang mencolok menyusut perlahan namun pasti. Eskalasi kemampuan menahan kualitas output parameter tersebut bahkan diklaim berkorelasi linier pada lonjakan kekuatan dominasi kuantitas pengiriman ekspor wilayah hingga melipatgandakan nilai devisa kompetitif perusahaan di pasar benua.
Pada fase akhir, parameter stabilitas yang divalidasi melintasi lintasan pengamanan tahap validasi perbaikan metode fungsional (fase intervensi rancangan Improve maupun Design) tidak akan lagi mudah terkikis fluktuasi pelaksana perorangan, sebab tata laksana pengendalian pengawasan fase regulasi standar mutu baru (Control dan Verify) bersifat otomatis mengakar tanpa batas tenggat waktu. Otomasi sistem kelanjutan kualitas prosedural telah permanen dikodekan, dijahit kokoh sebagai parameter standar harian baru pada platform Enterprise Resource Planning yang melayani operasional jantung manufaktur terpadu perusahaan yang bersangkutan.
Kesimpulan
Lanskap kompetisi perniagaan korporasi lintas negara dalam industri abad pertengahan kedua milenium baru ini menuntut seluruh entitas bisnis dan operasional perusahaan manufaktur untuk berevolusi. Perusahaan dituntut menempatkan implementasi kerangka ukur rasio indeks manajemen tingkat mutu bukan sekadar sebagai instrumen kepatuhan departemental prosedural belaka, melainkan harus diterjemahkan menjadi platform infrastruktur utama pertumbuhan eksponensial korporasi jangka panjang. Metodologi pengelolaan operasional berbasis presisi Six Sigma memberikan manifestasi visi operasional paling definitif; melalui instrumen hukum penyebaran nilai kaidah kurva distribusi normal standar deviasi, ia menuntut kepastian bahwa kegagalan kecacatan hanya dapat diberi peluang ruang kemunculan 3,4 peristiwa dari total satu juta probabilitas aktivitas proses perakitan. Pemahaman mendalam ini memperingatkan pimpinan dewan manajemen eksekutif korporat agar serta merta menghapus perilaku usang tata krama reaktif pembenahan limbah material, untuk sepenuhnya digantikan metodologi analitik struktur yang radikal, terukur empiris dan bertumpu kokoh pada intervensi penguncian variansi preventif sistematis fundamental.
Dengan menyerap kelima tata landasan esensial parameter orientasi variasi manajerial yang utuh—berkiblat pada kepuasan fungsional Critical-to-Quality spesifikasi akhir pihak pelanggan, pelacakan kalkulasi empiris keandalan operasional aktual, perburuan pemusnahan beban kerugian akar penyebab fungsional, pengerahan orkestrasi struktur ahli vertikal dari lini pasukan Sabuk sistem fungsional tersertifikasi lintas disiplin, dan penginstitusionalan fleksibilitas budaya antisipasi yang lincah—entitas fasilitas manufaktur pabrikan mengadopsi ketahanan imunitas sistem dalam menghadapi segala kemungkinan deviasi ancaman ketidakefisienan produksi makro yang akan hadir. Dipertegas tajam dengan orkestrasi pemisahan pengerahan operasional fungsional ganda yang dapat menyesuaikan diri melalui parameter perbaikan bertahap proses masa kini melalui eksekusi siklus konseptual adaptasi metodologi DMAIC, hingga ketepatan penciptaan presisi arsitektural komersialisasi parameter produk yang benar-benar belum terjamah dari nol melalui pendekatan algoritma kerangka perancangan preventif fungsional metode DMADV. Konfigurasi operasional metodologis inilah yang memberi perusahaan kapabilitas persenjataan alat mitigasi risiko kausalitas masalah korporat dengan tingkat probabilitas reliabilitas solusi perbaikan tertinggi pada ekosistem industri komersial saat ini.
Akan tetapi, kepemimpinan orkestrasi pergerakan manuver analitis lintas sabuk profesional level Master Black Belt maupun konstruksi model formulasi statistik parametrik tercanggih apapun di atas media lembaran eksperimentasi desain, niscaya perlahan menjadi tumpul kelembaman fungsional apabila pergerakannya tak pernah ditopang kelancaran asupan aliran transparansi integritas informasi arsitektural operasional industri real-time yang holistik. Perjalanan evolusi kelayakan target ekselensi pencapaian batas rasio enam standar deviasi tingkat dunia (world-class excellence) mensyaratkan kewajiban penerapan integrasi kebenaran tunggal infrastruktur sistem digital komprehensif, terwujud secara absolut di dalam solusi kerangka pelacakan arsitektur korporat yang difasilitasi penuh Enterprise Resource Planning presisi tinggi.
Kesanggupan platform manajemen fungsional terintegrasi di dalam mengorkestrasi percepatan kelancaran persediaan arus volume perakitan logistik, mengamankan kualifikasi penjagaan standar inspeksi harian kualitas kontrol, serta otomasi kecerdasan pelacakan sistem perutean penolakan batas deviasi toleransi produk seketika kembali ke dalam jalur perbaikan parameter rute perpindahan produksi, mendikte besaran kapasitas dan kelincahan daya jelajah korporasi di lintasan komersial. Pada akhirnya, keandalan ini menempatkan fondasi perusahaan manufaktur persaingan nasional untuk segera bermigrasi melepaskan diri dari defisit belenggu posisi jebakan rasion capaian efisiensi pasar standar rata-rata kinerja menengah, untuk bangkit mengakselerasi mendominasi hierarki puncak ekosistem perdagangan global masa depan melalui fusi utuh teknologi otomatisasi cerdas beserta arsitektur pemastian kesempurnaan kendali kuantitatif metodologis yang tak terbantahkan.